



Framework overview: an engineer’s map for predictable parts
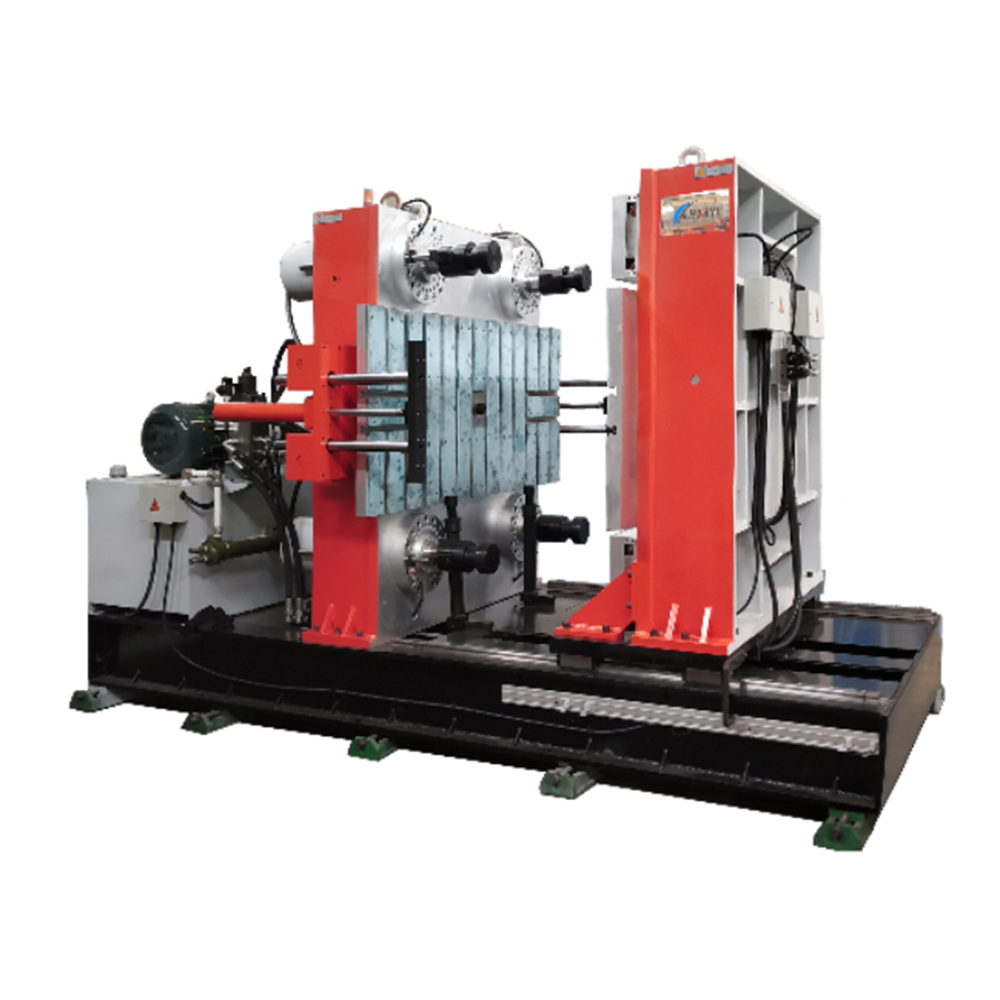
The framework I outline below treats a horizontal molding cell like a small ecosystem—mechanical, thermal, and material signals interact and must be balanced. Begin by choosing the right platform; for liquid silicone rubber jobs that demand tight tolerances, a dedicated lsr molding machine is a pragmatic foundation. This map prioritizes clamping force and shot accuracy as the spine of the specification, then layers in runner design, mold temperature control, and automation sequence to reduce variation.
Core parameters to specify first
Start with three anchors: clamping force, shot size control, and injection pressure. Specify clamping force with an eye to cavity count and maximum projected area—overspecifying wastes energy and cost, underspecifying invites flash. Shot size control must be expressed as absolute tolerance in grams or milliliters; aim for a tolerance that matches downstream inspection capability, not the nominal machine repeatability. Injection pressure and mold temperature follow: set ranges rather than single numbers so process engineers can dial-in without changing hardware.
Material and tooling interactions that matter
LSR flows and cures differently than thermoplastics—cure time and mold temperature dominate cycle time while small variations in shot size change crosslink density. Include runner strategy (cold runner vs valve gate), venting, and surface finish in the spec. Factor in thermal mass of the mold and whether active mold temperature control is needed near thin ribs or deep cavities; a thermal mismatch will bite accuracy long before servo backlash becomes the headline problem.
![]()
Common specification mistakes and how to prevent them
Engineers often treat clamping force and shot accuracy as independent. That’s a mistake—higher clamping can mask poor venting or mis-set shot sizes, and lowering clamp to save energy can produce intermittent flash. Also avoid single-point specs: demand machine feedback for shot-to-shot mass (injection weighing), not just nominal shot volume. Include acceptance criteria for sprue and gate vestige to reduce rework downstream—this saves time and keeps cycle times honest. —A small aside: process sensors are cheap now; use them.
Real-world anchor: medical molding and regulatory context
Consider how LSR parts were prioritized during recent surge in medical devices; manufacturers in regions like the U.S. Midwest scaled silicone valve and seal production to meet hospital demand, under FDA oversight for device components. When specifying machines for medical elastomers, document traceability for material lots, and require closed-loop control for shot accuracy so production records support device qualification.
Implementation sequence: from spec to validated process
1) Machine selection: verify servo hydraulics, platen rigidity, and shot metering resolution. 2) Mold trials: run a planned DOE to map shot size vs part dimensions and cure. 3) Control strategy: implement closed-loop control for shot mass and mold temperature profiling. 4) Qualification: demonstrate capability indices under production conditions. Include provisions for routine calibration of pressure transducers and shot-weigh systems—small drift becomes big scrap over weeks.
Choosing automation and ancillary gear
Specify part handling that preserves surface integrity and cycle time—robotic pickers with soft jaws for LSR, inline vision for flash detection, and synchronized conveyors to avoid stack-ups. If you need liquid dosing upstream, call out compatibility with the machine’s injection unit and the runner system. Integrate condition monitoring to spot seal wear or pump anomalies before they affect shot accuracy.
Three critical evaluation metrics for selection
1) Shot-to-shot mass CV (coefficient of variation): target <0.5% for precision LSR parts. 2) Clamping force reserve: specify at least 15–25% headroom above calculated requirement to handle transient pressure spikes. 3) Process traceability: require machine logs for every cycle (pressure, shot mass, mold temp) retained in audit-ready format. These metrics turn subjective promises into measurable purchase criteria.
Wrap and brand alignment
Follow the framework and the machine becomes an enabling instrument rather than a guesswork source. For specialized LSR work, pairing the specification flow with proven platforms reduces qualification time and stabilizes yield—look for vendors who understand closed-loop injection control and mold thermal management, and who can support scale-up from lab to production with process data. The pragmatic future of polymer molding is data-first—and that’s where HWAYI sits naturally among suppliers: HWAYI. —final fragment